Niskougljični čelici F6A0-EM12 SAW žica za zavarivanje i pribor za zavarivanje fluksom



Primjena i standard
1. Pogodno za zavarivanje ugljičnog čelika i odgovarajuće čvrstoće kotla, cjevovoda, vozila,
zgrada, most i druge konstrukcije, kao što je Q235.
2. Standard koji smo ispunili: GB/T5117 E4315, AWS, ISO2560-A:E 35 3 B 2 2, ISO 2560-B: E4315A
Prilikom zavarivanja ugljičnog čelika, stupanj čvrstoće čelika se obično bira tako da odgovara elektrodi, uzimajući u obzir složenu strukturu, debelu ploču, krutost, dinamičko opterećenje i lošu zavarljivost. Elektrode sa niskim sadržajem vodika se obično biraju zbog njihove dobre plastičnosti, velike udarne žilavosti i otpornosti na pucanje. Ako položaj zavarivanja zahtijeva određenu elektrodu, kao što je donja elektroda, elektroda vertikalno usmjerena prema dolje ili druga posebna elektroda, ona se mora koristiti. Efikasnost zavarivanja može se povećati upotrebom elektroda od željeza u prahu.
Karakteristike
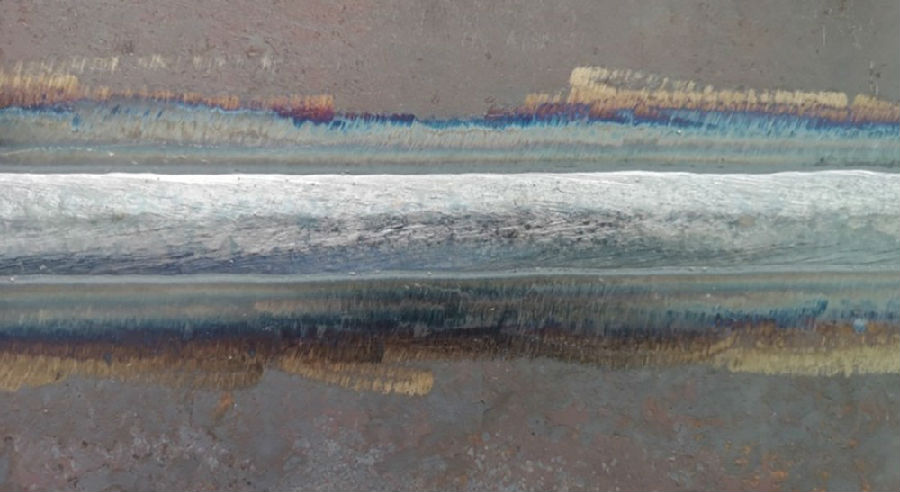
430Mpa za jednostruko i višeprolazno zavarivanje čelika s niskim udjelom ugljičnog čelika, pogodno za okruženje koje zahtijeva udar od -20°C, brodogradnju, čeličnu konstrukciju, teške strojeve i druge namjene.



Kompanija i tvornica

TIPIČNI SLUČAJEVI


Certifikati

HEMIJSKI KOMPONET (%):
| C | Si | Mn | P | S | Ni | Mo | Ostalo |
| 0,057 | 0.32 | 1.02 | 0,023 | 0,007 | - | - | - |
MAŠINSKA SVOJSTVA:
| Čvrstoća popuštanja (MPa) | ČVRSTOĆA PRODUŽENJA (MPa) | IZDUŽENJE (%) | VRIJEDNOST UTICAJA J/℃ | HEATTREAMENT℃xh |
| 404 | 483 | 30 | 85/-20 | AW |
-

Visokougljični čelici Žica sa punjenim jezgrom E71T-1C zavarivanje...
-

Visokougljični čelici Žica s punjenim jezgrom E71T-1C-J Se...
-

Visokougljični čelici Podaci za zavarivanje pune žice ER70S-6
-

Potrošni materijal za zavarivanje visokougljičnih čelika E9015-G...
-

Niskolegirani čelici Žica s punjenim jezgrom E71T-1C-J Brtva...
-

Visokougljični čelici Ručna elektroda E7015-G wel...





